
Engineering Excellence: Inside Viking Pump’s Product Engineering Lab and 3D Printing Technology Center
06-01-2026
Explore Viking Pump’s engineering lab, where advanced testing and 3D printing drive innovation and product performance.
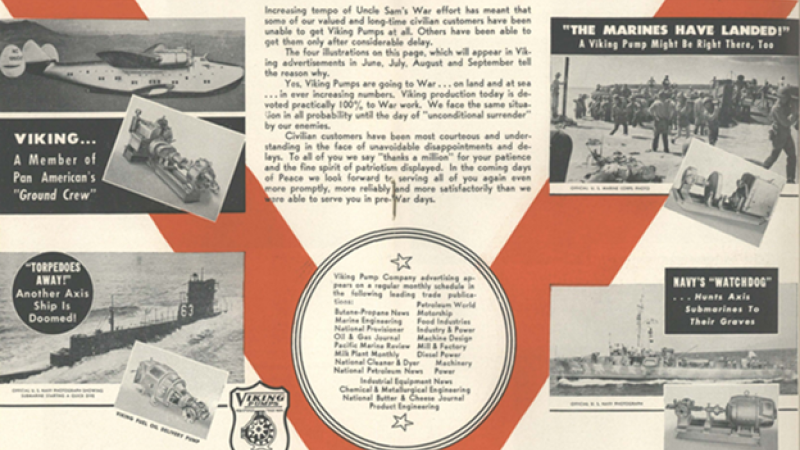
When Viking Pump Went to War
05-22-2026
Dive into the archives and learn about Viking Pump’s contributions to the wartime effort, as well as the brave employees who sacrificed their lives in service.

Engineering Excellence and the Latest Release in the Universal Product Line
05-01-2026
Engineering excellence takes shape in Viking Pump’s newly completed Universal Product Line—precision-designed for flexibility, reliability, and long-term value.

An Evolution of Excellence: Viking Pump's Universal Product Line
03-02-2026
Explore how Viking Pump’s Universal Product Line has evolved across four generations, improving performance while preserving compatibility.
A Heritage of Excellence
02-04-2026
Discover Viking Pump's 115-year evolution from a single quarry pump to a global leader in positive displacement pumping solutions.

How Asco Pompe and Viking Pump Helped an Automotive Leader Tackle Extreme Oil Testing
12-08-2025
Discover how Asco Pompe and Viking Pump tackled extreme oil testing for an automotive leader—innovation and trust at its finest.

How AxFlow and Viking Pump Helped an Adhesives Manufacturer Stick to Success
10-21-2025
Discover how AxFlow and Viking Pump partnered to solve a high-viscosity adhesive pumping challenge with innovative solutions like the QS1127A pump and O-Pro® Cartridge Seal—boosting performance, relia...
See more

Converting from Packing to the O-Pro® Guard Seal in Viking Pumps
10-06-2025
Learn how to efficiently convert your Viking Pump from packing to the innovative O-Pro® Guard seal. Step-by-step guide with essential tips inside!

Pumping Up Performance: How Viking Pump Helped Modernize Molasses Operations in Ireland Facility
09-29-2025
Discover how Viking Pump and Thomson Process modernised molasses operations in Ireland with high-performance RS324A and QS1124A pumps—boosting efficiency, reliability, and space-saving design in a dem...
See more

Pumping Ink: PD Gear Pump Solutions
09-16-2025
Discover how Viking Pump addresses the unique challenges of ink pumping with innovative solutions and a range of specialized pumps.