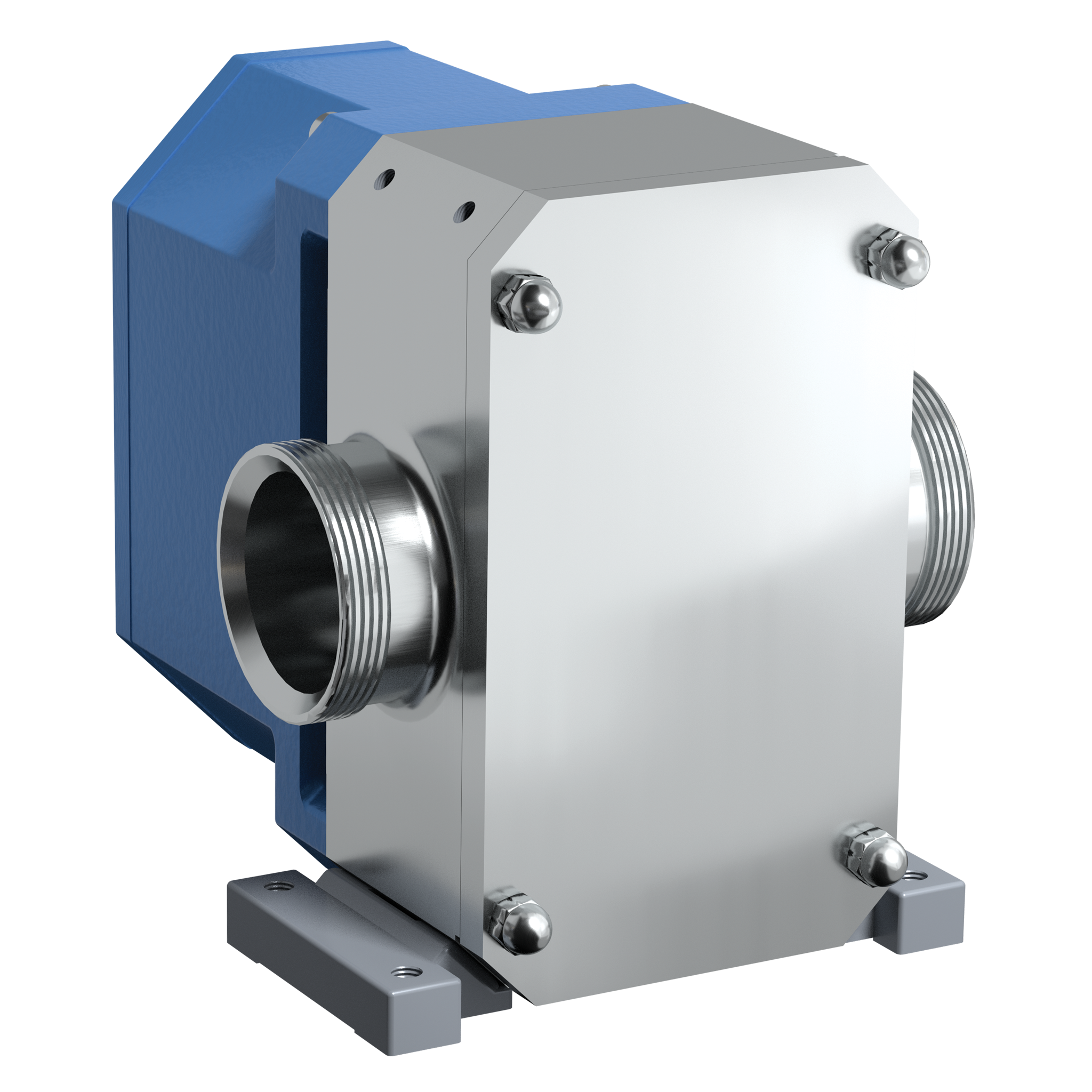
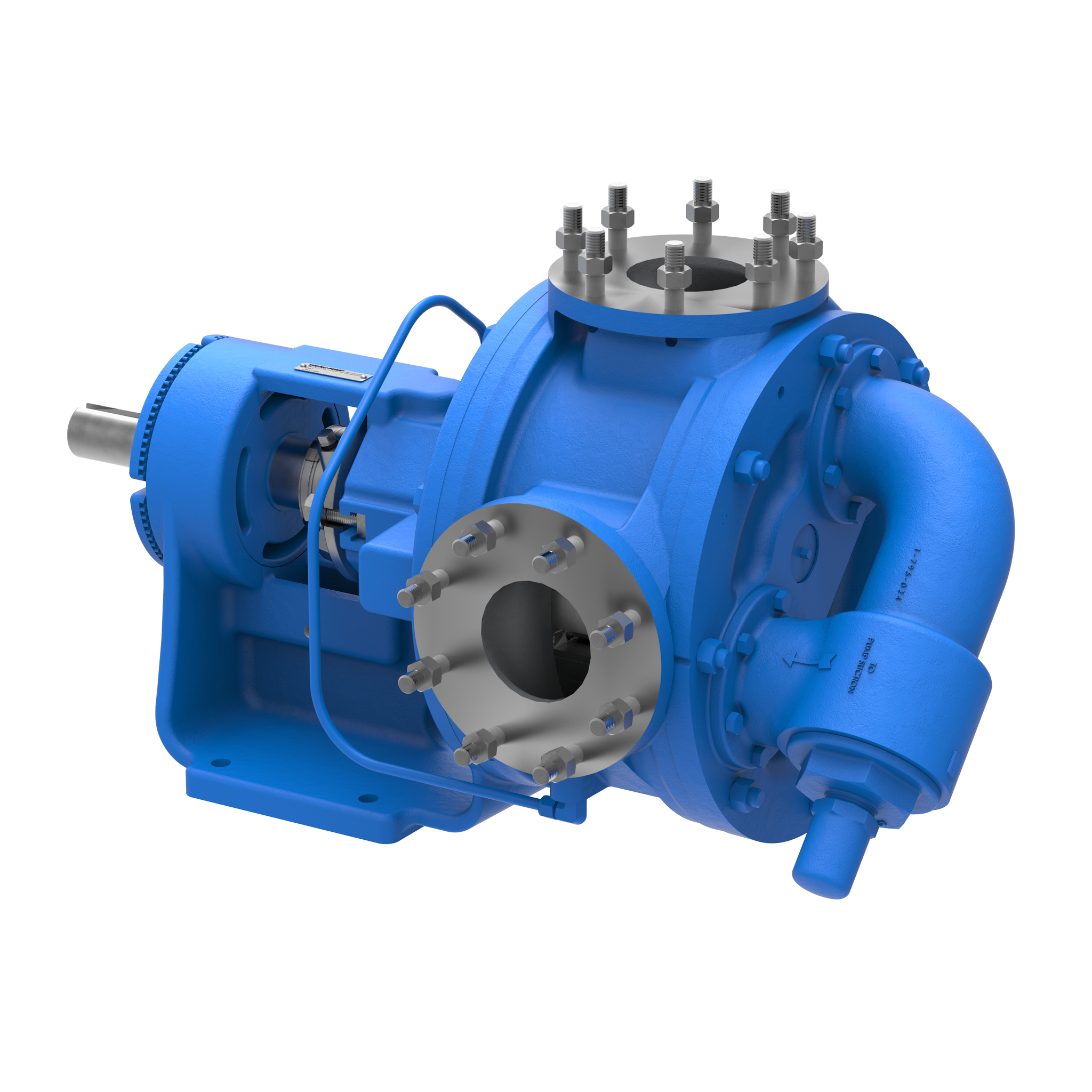
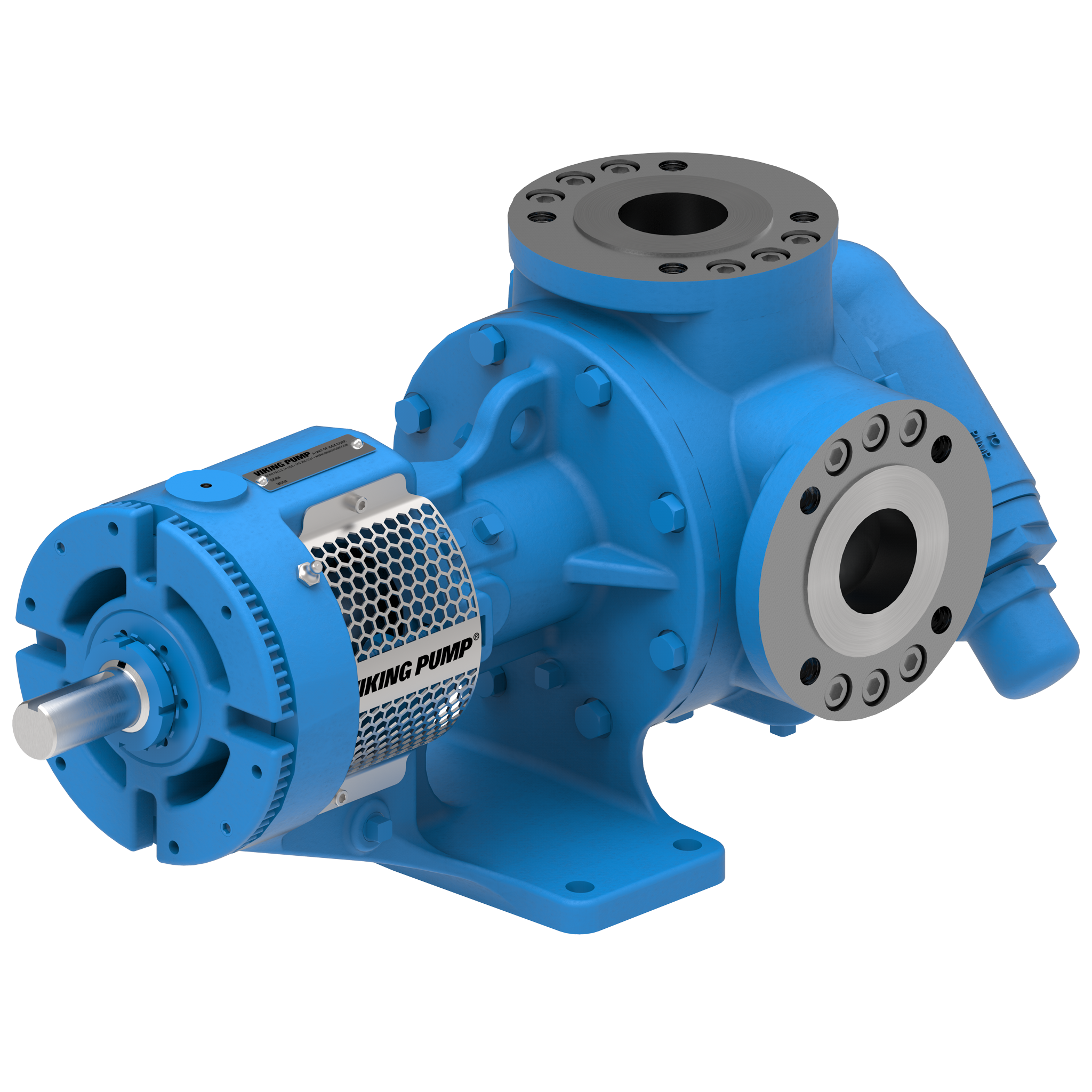
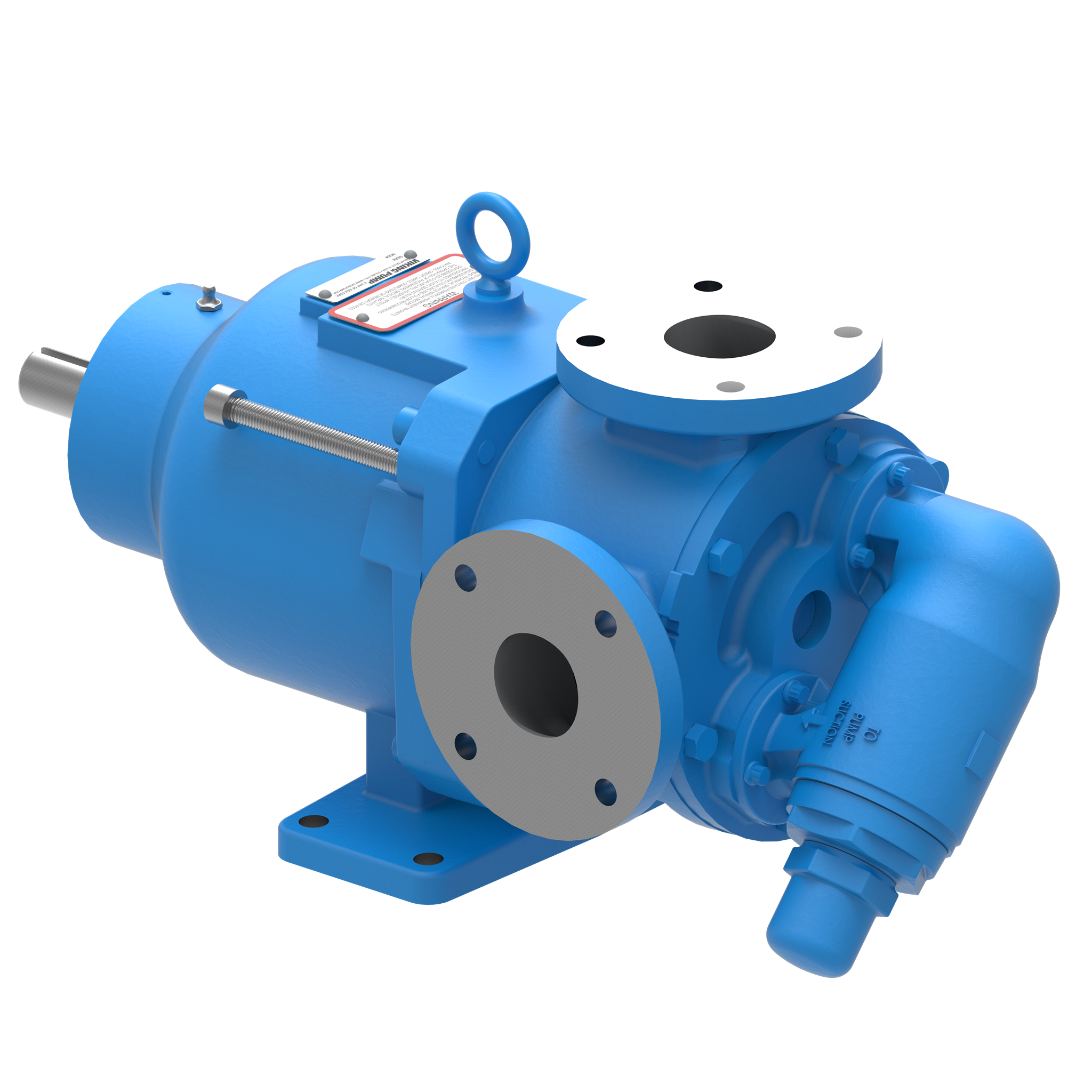
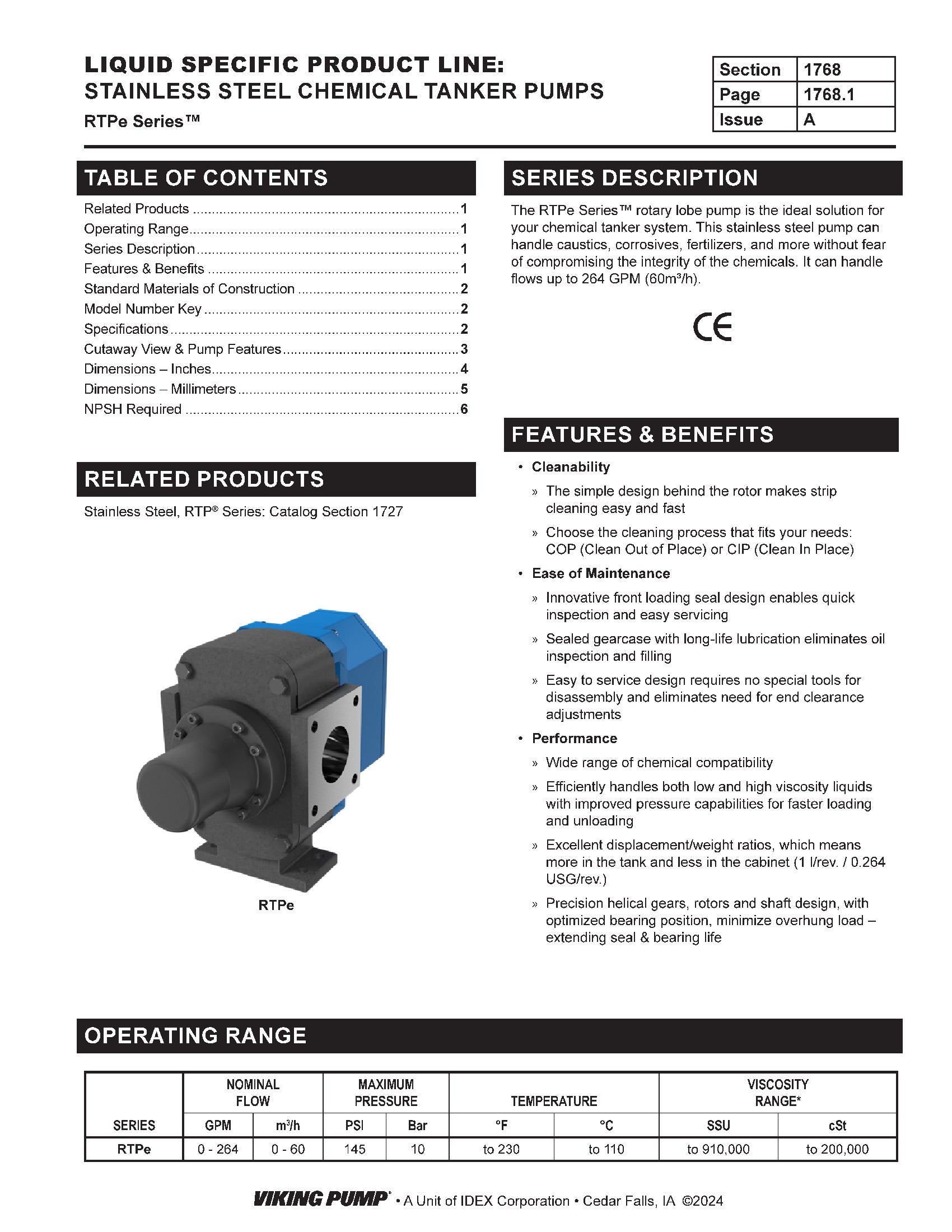
The RTPe Series™ rotary lobe pump is the ideal solution for your chemical tanker system. This stainless steel pump can handle caustics, corrosives, fertilizers, and more without fear of compromising the integrity of the chemicals. It can handle flows up to 264 GPM (60m³/h).
Features & Benefits
Cleanability
- The simple design behind the rotor makes strip cleaning easy and fast
- Choose the cleaning process that fits your needs: COP (Clean Out of Place) or CIP (Clean In Place)
Ease of Maintenance
- Innovative front loading seal design enables quick inspection and easy servicing
- Sealed gearcase with long-life lubrication eliminates oil inspection and filling
- Easy to service design requires no special tools for disassembly and eliminates need for end clearance adjustments
Performance
- Wide range of chemical compatibility
- Efficiently handles both low and high viscosity liquids with improved pressure capabilities for faster loading and unloading
- Excellent displacement/weight ratios, which means more in the tank and less in the cabinet (1 l/rev. / 0.264 USG/rev.)
- Precision helical gears, rotors and shaft design, with optimized bearing position, minimize overhung load – extending seal & bearing life
Video file
Videos




Caustic (Sodium Hydroxide)
Sodium hydroxide is soluble in water, alcohol and glycerol. It is used in the manufacture of other chemicals, rayon and film, petroleum refining, pulp and paper, making of aluminum, refining vegetable oil, in detergents, soaps, textile processing, in reclaiming rubber and as an alkali in foods. The viscosity ranges from water-thin to 40 cP depending on concentration and temperature.
TSM / Catalog / Flyers / Brochures
Service Manual | 1768 RTPe
Technical Service Manuals
Catalog Section | 1768 | RTPe
Catalog Sections
Flyer | Form 1768 | RTPe Series