Viking's tanker pump solutions deliver faster operations, less downtime, and lower total cost of ownership for food-grade, chemical, and petroleum haulers.
Reduce Loading & Unloading Time
- Faster loading/unloading to get in more loads per shift
- Fully rebuildable which means no more 'throw away' pumps
- Maintenance kits available to reduce downtime and repair costs
- Perfect solution for food-grade, chemical, and fuel applications
INDUSTRIAL (NON-FOOD) PRODUCT LINE
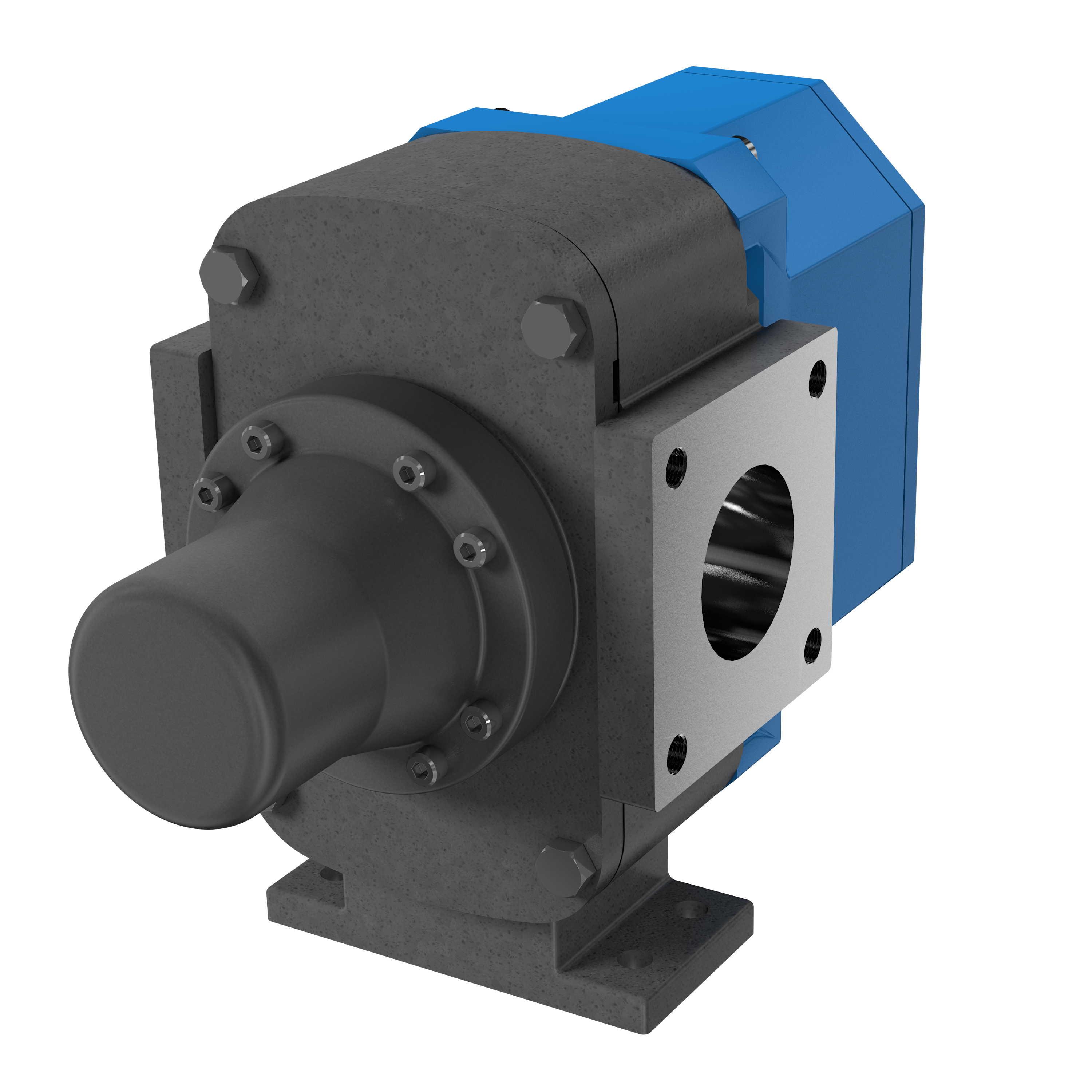
RTPg Series™
Cast Iron
Double Lip Seal, up to 170 GPM
up to 170 GPM
The RTPg Series is a cast iron internal gear pump design specifically for Liquid Bulk Transport. The RTPg is a cost effective alternative for applications that do not require stainless steel. It is a great solution for transferring Lubricants, Crude Oil, Fuels, Asphalt, Fertilizers, and much more. The RTPg can provide flows up to 170 GPM (38 m3 /h).
GENERAL & SPECIALTY CHEMICAL PRODUCT LINE
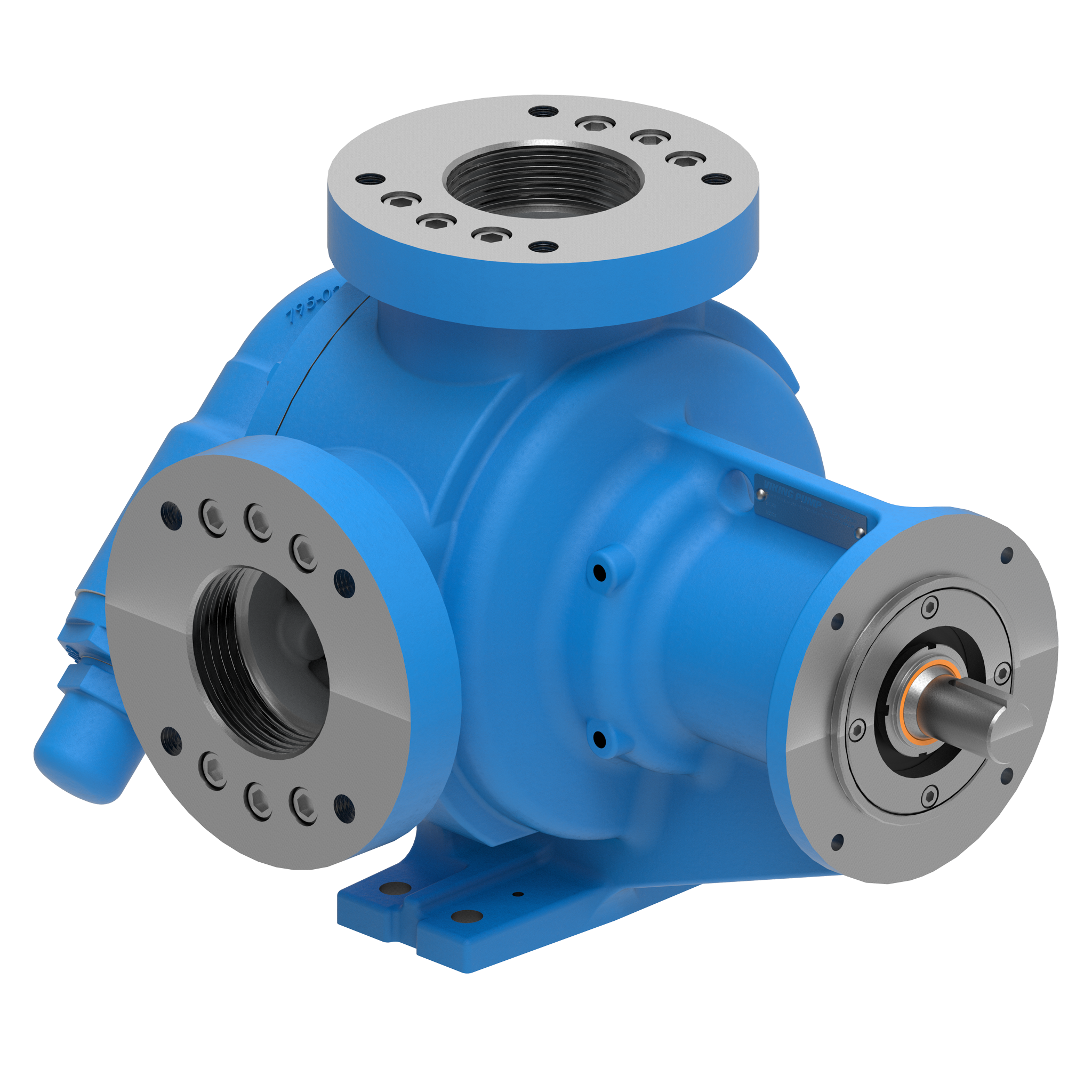
RTPe Series™
Stainless Steel
Chemical Tanker Unloading, Mechanical & Composite Seals
The RTPe Series™ rotary lobe pump is the ideal solution for your chemical tanker system. This stainless steel pump can handle caustics, corrosives, fertilizers, and more without fear of compromising the integrity of the chemicals. It can handle flows up to 264 GPM (60m³/h).
FOOD-GRADE PRODUCT LINE
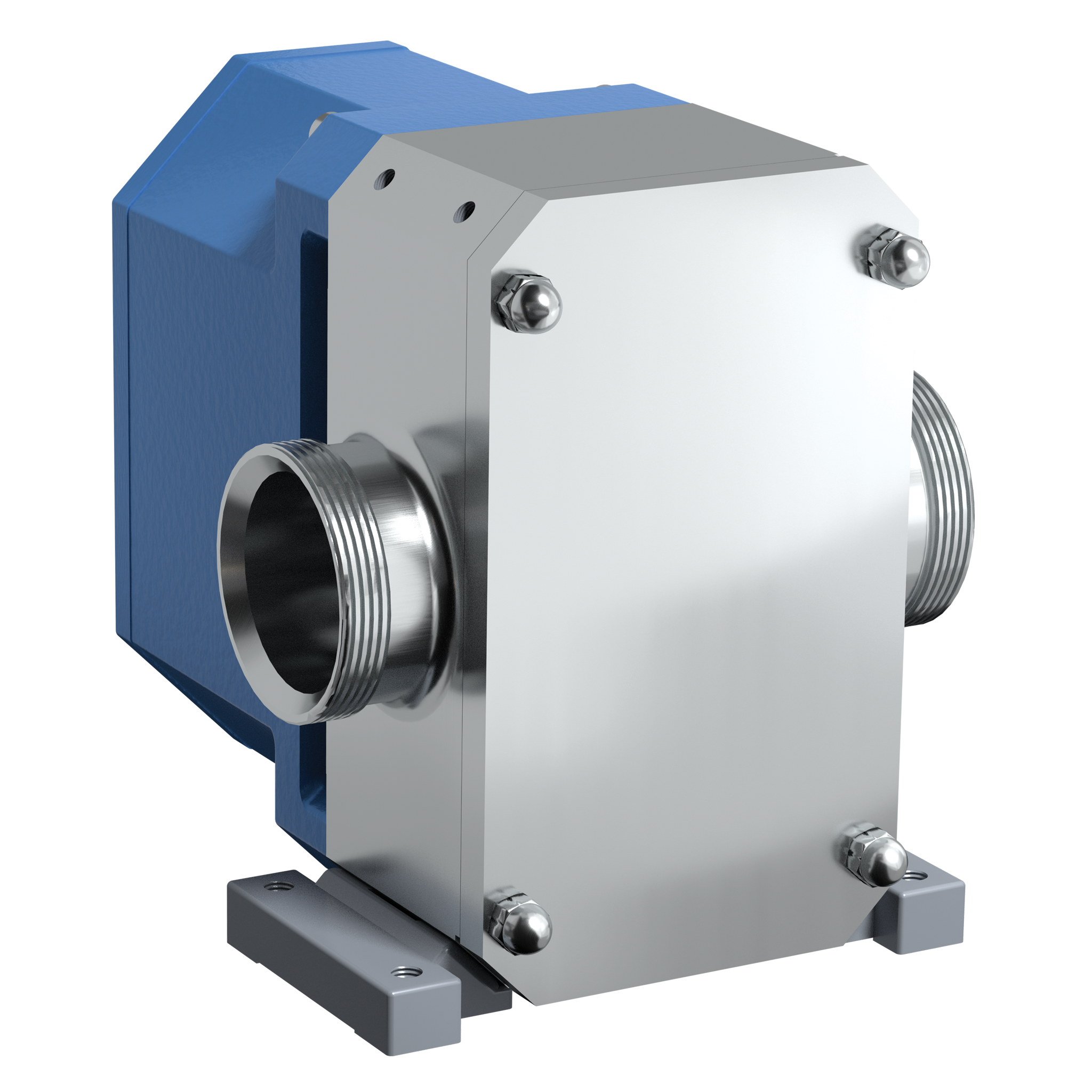

RTP® Series
Stainless Steel
Mechanical Seal, O-Ring Seal
up to 338 GPM
The RTP® Series rotary lobe pump was designed specifically for the hygienic stainless steel road tanker industry. It's the perfect solution for transferring high fructose corn syrup, chocolate, dairy, and more. The RTP® can handle flows up to 338 GPM (76.8 m³/h).