Descripción general del proyecto
Stepan, un fiel cliente de Viking Pump® desde hace 15 años, aceptó realizar una prueba beta de una de las últimas bombas de nuestra nueva línea de productos universales (4227C Series™) en sus instalaciones de fabricación de productos químicos en el Reino Unido. Michael Smith Engineers era el distribuidor local de Viking Pump, que inicialmente se dirigió a Stepan como posible candidato piloto gracias a una larga relación proveedor-comprador. Juntos organizaron una prueba para demostrar cómo funcionaría este diseño modular de acero inoxidable altamente flexible y de fabricación industrial en una aplicación de campo exigente, fuera de las condiciones controladas de un laboratorio de pruebas.
Trabajar con uno de los mayores fabricantes de tensioactivos del mundo era un entorno de pruebas ideal, donde la resistencia a la corrosión es de suma importancia y donde las nuevas soluciones técnicas para ahorrar costes y eficiencia son una gran prioridad.
Reto
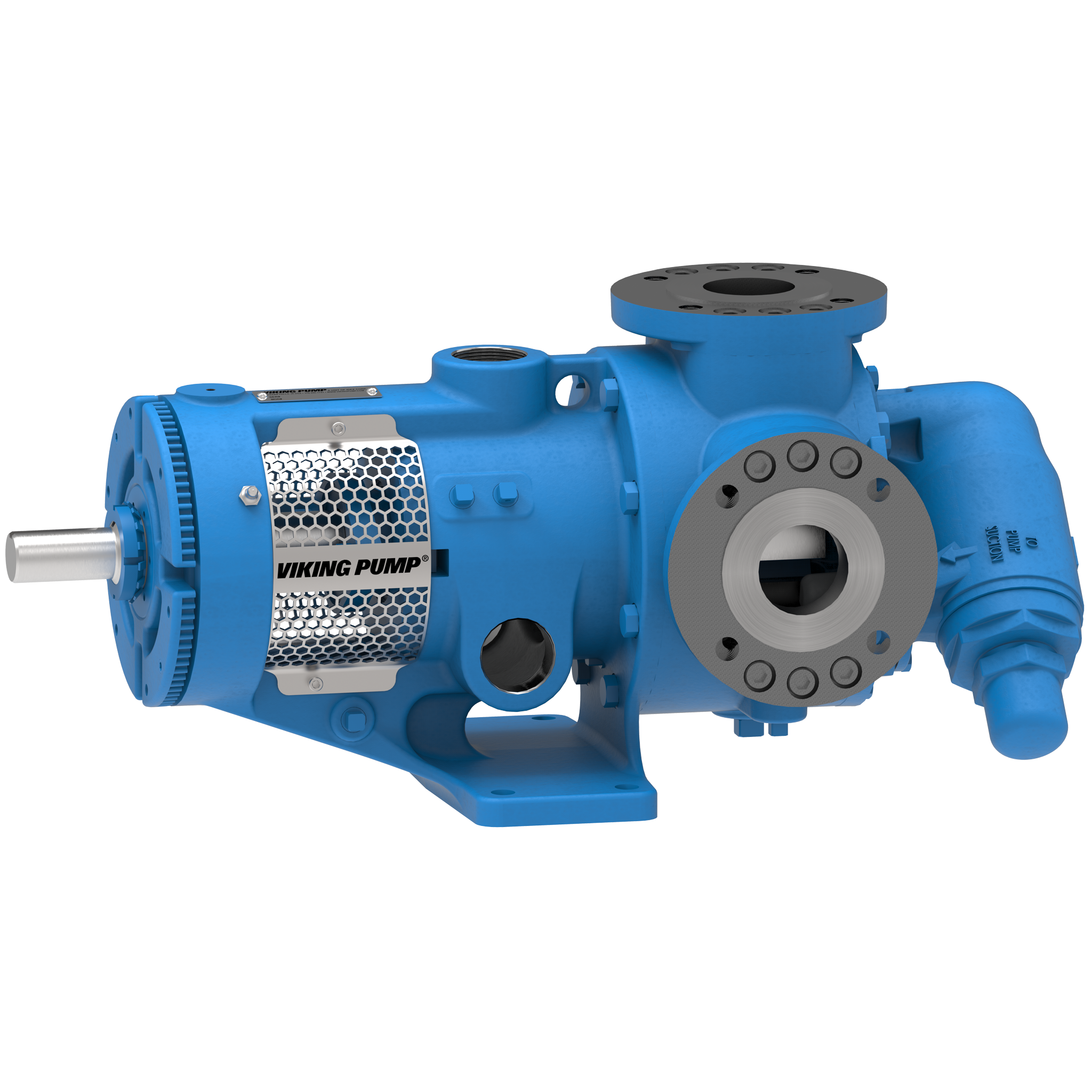
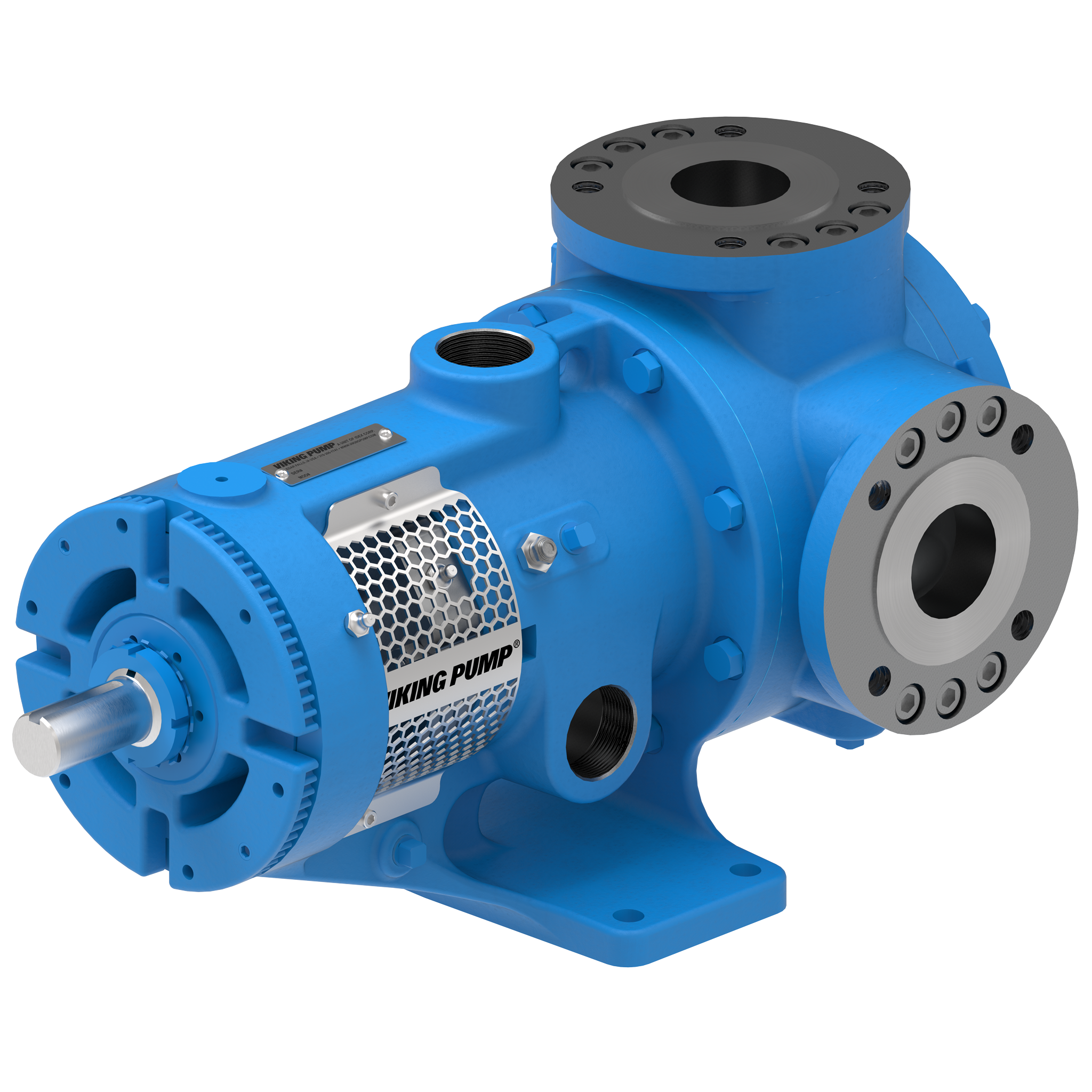
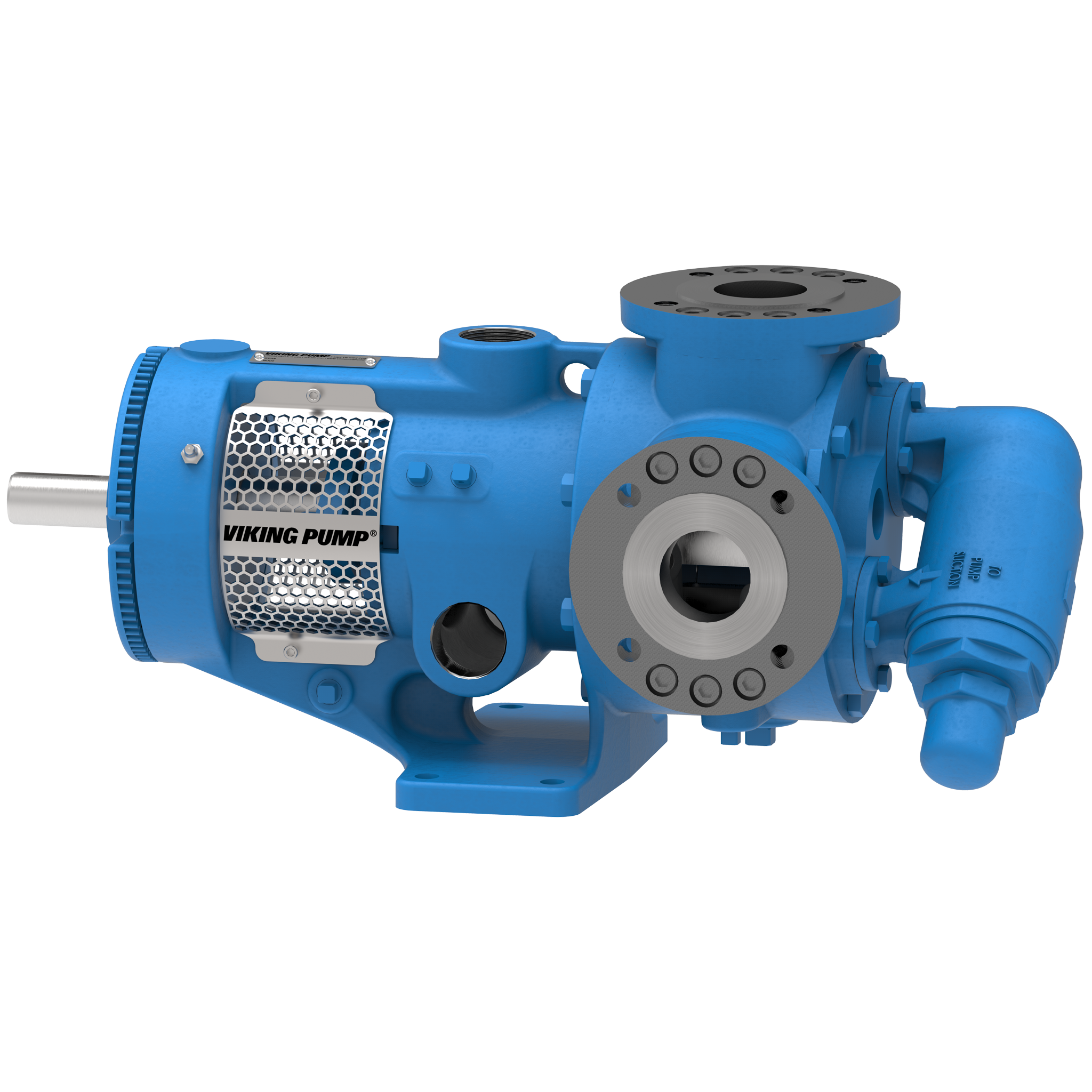
En este caso de prueba, una bomba de repuesto tenía que cumplir, y superar, los elevados requisitos volumétricos y de rendimiento de Stepan para un sistema de tuberías por el que fluyen ingredientes tensioactivos. Utilizando la bomba de acero inoxidable de engranajes internos de la serie 4227C de Viking Pump, el objetivo de la prueba era validar la facilidad con la que el innovador diseño modular podía ser una solución de sustitución inmediata; al tiempo que se evaluaba la viabilidad de las bridas intercambiables que permiten una bomba de tamaño universal. Si funcionaba, esto significaría una menor necesidad de piezas de repuesto para el cliente; reduciendo así el enorme desembolso de costes tradicionalmente asociado al almacenamiento de grandes inventarios de bombas de varios tamaños.
Solución
El distribuidor colaboró con el equipo de ingeniería de Stepan para conectar la bomba Viking 4227C a un sistema de tuberías de 4 pulgadas integrado en uno de sus procesos de fabricación de productos químicos. Se había premontado una unidad estándar de 3 pulgadas con bridas de 4 pulgadas para que la bomba se acoplara fácilmente a la configuración de tuberías existente. A partir de esta línea más versátil de bombas de engranajes internos con muchas opciones de diseño y materiales, se tomaron ciertas decisiones para adaptarse al escenario particular. Por ejemplo, la bomba se equipó para la temperatura máxima de 95 grados Celsius de la aplicación que utilizaba su propio método de calentamiento (es decir, básicamente el aislamiento de las líneas de descarga y succión). Y para adaptarse a la orientación de las tuberías ya instaladas, se seleccionó una opción de puerto de 90 grados (en lugar de un puerto de 180 grados). A pesar de que el equipo de Stepan estaba muy familiarizado y tenía mucha experiencia con nuestras bombas, Michael Smith Engineers permaneció en el lugar para supervisar la puesta en marcha y garantizar una experiencia perfecta. En cuestión de veinte minutos, se retiró la bomba antigua y se colocó la nueva a la perfección. Se necesitaron dos horas y media más para realizar las comprobaciones de alineación de la bomba y conectarla/alinearla correctamente con las tuberías existentes. El cliente volvió a estar en funcionamiento en poco menos de tres horas.
Ventajas
Como probador beta, Stepan experimentó estas ventajas de primera mano antes de que la tecnología de vanguardia se lanzara al mercado general:
- Construcción de acero inoxidable: proporcionó resistencia a la corrosión de los productos químicos agresivos utilizados en la fabricación de tensioactivos.
- Tecnología de bomba de engranajes internos: permitió el desplazamiento positivo real de un líquido viscoso, con alta eficiencia volumétrica.
- Diseño modular: proporcionó una fácil conexión a las tuberías existentes debido a la flexibilidad de las bridas intercambiables.
- Asistencia al cliente in situ: trabajamos codo con codo con el equipo de ingenieros de Stepan para garantizar que el piloto se desarrollara sin problemas.
Resultados comerciales
Gracias a la disposición de Stepan para ser un probador beta, podemos calificar la prueba como un éxito en términos de eficacia en el campo: bombeo eficiente y funcionamiento sin incidentes durante nueve meses y contando. Eso significa que hasta la fecha no se han registrado tiempos de inactividad ni fugas. En base a este resultado, la empresa tiene previsto utilizar las bombas modulares de la serie Viking Pump para todas sus sustituciones en el futuro. Esta estandarización reducirá significativamente los costes al reducir el stock de repuestos. Una ventaja añadida de la línea de productos modulares Universal es la reducción de Viking Pump en la variedad de bombas diferentes que se producen, lo que nos permite trasladar más ahorros de costes al cliente.
Viking Pump está comprometida con la innovación continua, que es posible en gran parte gracias a las asociaciones de confianza con empresas como Stepan, para mejorar nuestras capacidades y proporcionar los productos adecuados para las necesidades actuales de bombeo. También son las valiosas relaciones con los clientes establecidas por Michael Smith Engineers y otros distribuidores las que allanan el camino para llevar a cabo proyectos conjuntos como este.
Según Steve Williams, director de ingeniería de Stepan UK, «Gracias al servicio fiable de MSE, las bombas Viking son una parte vital e integral de nuestra planta de producción. El cambio se realizó sin problemas y el éxito de esta prueba hizo que pasara desapercibido. Gracias al avance de la versión modular de Viking de esta bomba resistente y robusta, veremos reducidos los costes del ciclo de vida futuro».