
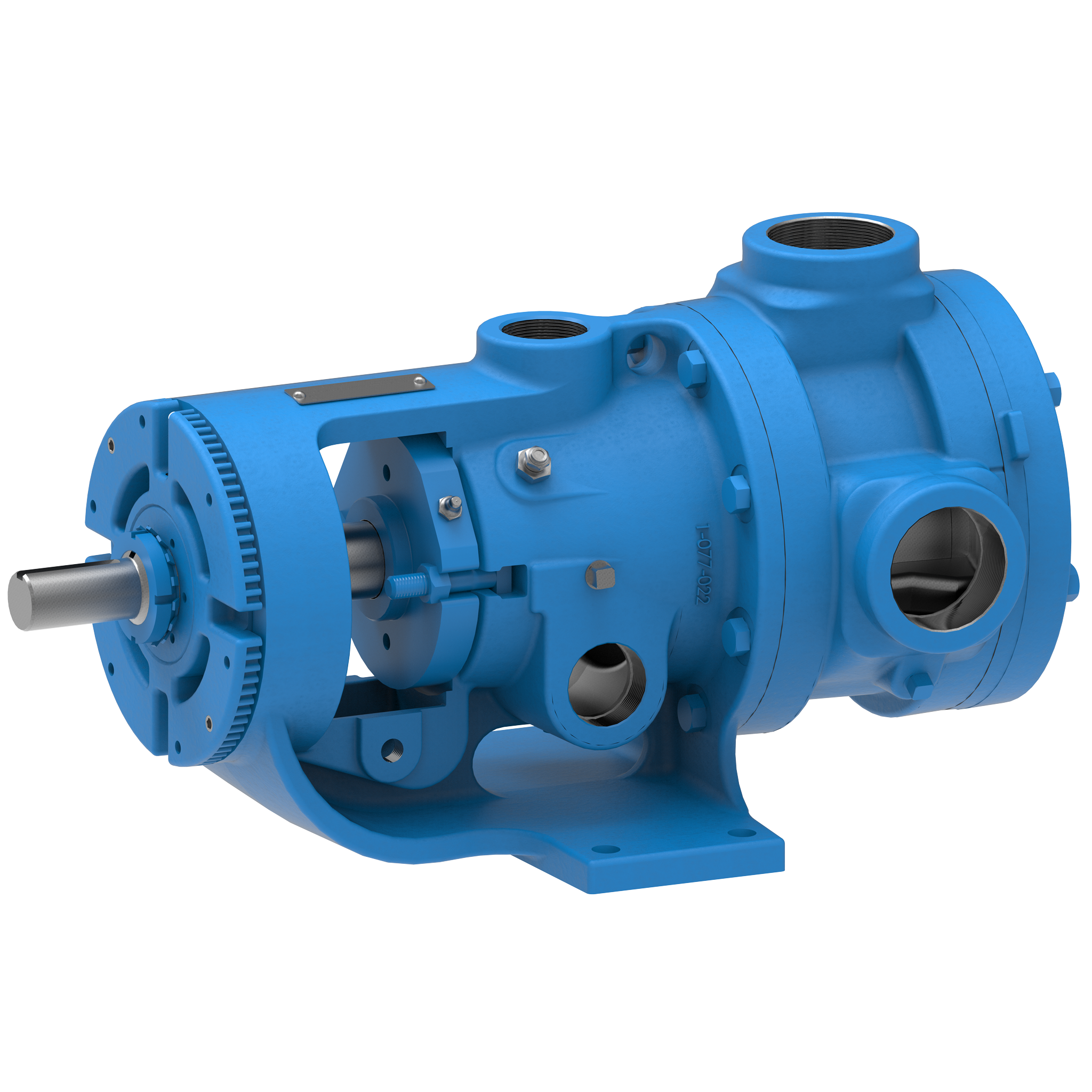
The Optimal Pump for Chocolate Manufacturing: Viking’s 1224A-CHC® Series
Chocolate manufacturing presents a unique set of challenges—from managing high-viscosity fluids like chocolate liquor and pastes, to maintaining precise temperature control and preventing product buildup that can lead to costly downtime. The Viking 1224A-CHC® Series is engineered specifically to meet these demands with unmatched reliability and performance.
This cast iron internal gear pump is purpose-built for chocolate and confectionery applications, offering flow rates up to 400 GPM and handling viscosities up to 900,000 SSU (200,000 cSt). Its jacketed design ensures consistent heat distribution to prevent chocolate from solidifying during transfer, while its low-shear operation preserves product texture and quality.
At the heart of the 1224A-CHC® is Viking’s patented O-Pro® Barrier Seal—a revolutionary sealing solution that eliminates leakage, enhances hygiene, and reduces maintenance. This advanced seal technology uses a series of O-rings and a lubricant chamber to create a robust barrier between the pump and the product, making it ideal for food-grade applications where cleanliness and safety are paramount.
Whether you're pumping cocoa liquor, chocolate pastes, or delicate cocoa butter, the 1224A-CHC® Series delivers the durability, precision, and food safety compliance you need to keep your production line running smoothly.
1224A-CHC® SERIES
| CAPACITY | VISCOSITY | PRESSURE | TEMPERATURE |
| 1 to 400 GPM 0.2 to 90 m³/h |
25,000 to 900,000 SSU 5,000 to 200,000 cSt |
to 200 PSI to 14 BAR |
to 225 °F to 107 °C |
Viking in the Process
From bean to bar—or anywhere in between—Viking Pump is the trusted partner in every stage of chocolate production. Whether you're processing raw cocoa into chocolate liquor or crafting finished confections, Viking’s pumps are engineered to handle the full spectrum of chocolate applications with precision and care.
Our pumps are relied on to:
-
Transfer cocoa mass from ball mills to blending tanks
-
Recirculate yogurt coatings in closed-loop systems for panners
-
Continuously move tempered milk chocolate from enrobing machine sumps to feed troughs
-
And support hundreds of other critical operations across chocolate and confectionery lines
With gentle, low-shear operation and robust construction, Viking pumps help manufacturers maintain product integrity, reduce downtime, and improve operational efficiency. Whether your facility handles chocolate processing, confectionery production, or both, Viking delivers the performance and reliability you need to keep things flowing.
Sealing the Sweet Spot: Why the O-Pro® Barrier Seal Is Perfect for Chocolate
Chocolate is one of the most demanding materials to pump—its high viscosity, sensitivity to temperature, and tendency to solidify make sealing a critical challenge. That’s where Viking Pump’s patented O-Pro® Barrier Seal comes in.
The O-Pro® Barrier Seal replaces traditional packing or mechanical seals by filling the internal bracket cavity with a precision-machined seal gland. It uses a series of O-rings to create both external and internal seals—on the bracket and the shaft—while a lubrication chamber between the shaft and bushing reduces wear and ensures smooth operation.
This innovative design:
-
Prevents chocolate leakage, even under high-viscosity conditions
-
Keeps chocolate out of the bracket, reducing contamination and maintenance
-
Maintains hygiene with food-grade grease and FDA-compliant materials
-
Reduces downtime with easy maintenance and no need for re-tensioning
-
Extends pump life by minimizing shaft and bushing wear
For chocolate manufacturers, the O-Pro® Barrier Seal is the ultimate solution—combining leak-free performance, sanitary operation, and long-term reliability in one compact design.
With over 110 years of experience providing positive displacement pumping solutions, Viking Pump has a rich, lengthy history of providing engineered solutions for tough applications. We have dedicated sales and field support specialists who are supported by a team of customer service representatives and engineers. Our knowledgeable team of application engineers available to help with product selection and technical support. USA based company with vertically integrated manufacturing facility.
ALL PUMPS FACTORY TESTED
Our state-of-the-art testing equipment is used to confirm performance prior to shipments. Our world-class lab gives Viking Pump the ability to test our pump designs across a range of relevant variables.
TEST LAB
Our world-class lab gives Viking the ability to test its glycol pump designs across a range of relevant variables.
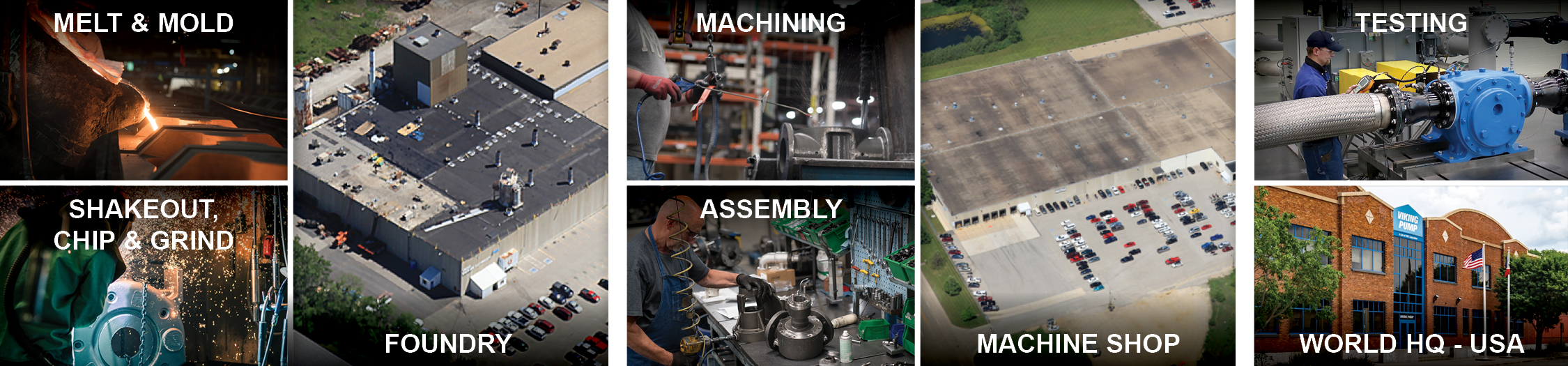
VERTICALLY INTEGRATED PRODUCTION PROCESS
Viking Pump operates a foundry, a 200,000+ sq. ft. machining, assembly and testing center, and an extensive product engineering and testing lab in its world headquarters in Cedar Falls, Iowa, USA. This level of vertical integration ensures maximum quality, ability to satisfy special needs, and to meet project schedules.
Need help choosing the right pump or sealing solution?
Viking Pump’s team of experts is here to support you.
Whether you have technical questions, need a quote, or want guidance on your specific application, we’re ready to help you find the best solution. Fill out our contact form and let us know how we can assist—your process performance starts with the right partner.
RELATED ARTICLES AND VIDEOS

Chocolate Plant Eliminates Leakage with O-Pro® Barrier
Discover how a major chocolate producer eliminated leakage and reduced maintenance costs using Viking Pump’s O-Pro® Barrier technology.

Distributor Spotlight | Rogers Machinery
Learn how Rogers Machinery and Viking Pump have partnered for over 70 years to deliver custom pumping solutions across industries—from food processing to oil and gas.

Pump Choices in Chocolate and Confectionery Processing: Lobe/CP Pumps vs. Internal Gear Pumps
Compare Lobe/CP and Internal Gear Pumps for chocolate and confectionery processing. Learn which pump suits different applications based on hygiene, viscosity, and wear resistance.

How An Internal Gear Pump Works
Explore how internal gear pumps work, their unique “gear within a gear” design, and key advantages like efficiency and versatility. Ideal for professionals in fluid handling industries.